
ವಜ್ರದ ಕಂಪಿಸುವ ಪೊರೆ ಮತ್ತು ಅದರ ಉತ್ಪಾದನಾ ವಿಧಾನ, ಅಚ್ಚಿನ ಬಾಗಿದ ಮೇಲ್ಮೈ ಮತ್ತು ಏಕರೂಪವಲ್ಲದ ಶಕ್ತಿಯ ನಡುವಿನ ಅಂತರವನ್ನು ಬಳಸಿಕೊಂಡು ಅಚ್ಚಿನ ಮೇಲಿರುವ ವಿಘಟಿತ ಅನಿಲವನ್ನು ಪ್ರಚೋದಿಸುವ ಏಕರೂಪವಲ್ಲದ ಶಕ್ತಿಯನ್ನು (ಉಷ್ಣ ನಿರೋಧಕ ತಂತಿ, ಪ್ಲಾಸ್ಮಾ, ಜ್ವಾಲೆಯಂತಹ) ಹಾದುಹೋಗುತ್ತದೆ. ಇದು ವಿಘಟಿತ ಅನಿಲವನ್ನು ಪ್ರಚೋದಿಸುತ್ತದೆ ವ್ಯತ್ಯಾಸಗಳು ವಿಭಿನ್ನ ತಾಪನ ಪರಿಣಾಮಗಳನ್ನು ರೂಪಿಸುತ್ತವೆ. ವಜ್ರದ ವಸ್ತುವನ್ನು ಅಚ್ಚಿನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಲೇಪಿಸಿದಾಗ, ವಜ್ರದ ವಸ್ತುವಿನ ಬೆಳವಣಿಗೆಯು ವಿಭಿನ್ನವಾಗಿರುತ್ತದೆ, ಆದ್ದರಿಂದ ವಜ್ರದ ಕಂಪನ ಫಿಲ್ಮ್ ಏಕರೂಪದ ಕಂಪನ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿರುತ್ತದೆ, ಆದ್ದರಿಂದ ವಜ್ರದ ಕಂಪನ ಚಿತ್ರವು ವಿಶಾಲವಾದ ಆಡಿಯೊ ಬ್ಯಾಂಡ್ವಿಡ್ತ್ ಅನ್ನು ಹೊಂದಿರುತ್ತದೆ.
ಡಯಾಫ್ರಾಮ್ನ ವಸ್ತುವನ್ನು ಆಯ್ಕೆಮಾಡುವಾಗ, ಮುಖ್ಯ ಪರಿಗಣನೆಗಳು ಗಡಸುತನ ಮತ್ತು ಡ್ಯಾಂಪಿಂಗ್ ಗುಣಲಕ್ಷಣಗಳಾಗಿವೆ. ಗಡಸುತನವು ವಸ್ತುವಿನ ನೈಸರ್ಗಿಕ ಆವರ್ತನವನ್ನು ನಿರ್ಧರಿಸುತ್ತದೆ, ಮತ್ತು ಹೆಚ್ಚಿನ ಗಡಸುತನವನ್ನು ಹೊಂದಿರುವ ವಸ್ತುವಿನ ನೈಸರ್ಗಿಕ ಆವರ್ತನವು ತುಲನಾತ್ಮಕವಾಗಿ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ ಮತ್ತು ಪ್ರತಿಯಾಗಿ, ಕಡಿಮೆ ಗಡಸುತನದ ವಸ್ತುವಿನ ನೈಸರ್ಗಿಕ ಆವರ್ತನವೂ ಕಡಿಮೆಯಾಗಿದೆ. ಉತ್ತಮ ಡ್ಯಾಂಪಿಂಗ್ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿರುವ ವಸ್ತುಗಳು ಕಂಪಿಸುವ ಪೊರೆಯು ಮೃದುವಾದ ಕಂಪನ ಪ್ರತಿಕ್ರಿಯೆಯನ್ನು ಹೊಂದುವಂತೆ ಮಾಡುತ್ತದೆ, ಕಂಪಿಸುವ ಪೊರೆಯ ಔಟ್ಪುಟ್ ಧ್ವನಿ ಒತ್ತಡದ ಮಟ್ಟವನ್ನು ಸುಗಮಗೊಳಿಸುತ್ತದೆ.
ಸಾಂಪ್ರದಾಯಿಕವಾಗಿ ಸಾಮಾನ್ಯ ಕಂಪಿಸುವ ಮೆಂಬರೇನ್ ವಸ್ತುಗಳು ಪೇಪರ್, ಪಾಲಿಮರ್ ಪ್ಲಾಸ್ಟಿಕ್ ವಸ್ತುಗಳು, ಲೋಹಗಳು (Be, Ti, Al), ಸೆರಾಮಿಕ್ಸ್, ಇತ್ಯಾದಿ. ಪೇಪರ್ ಮತ್ತು ಪಾಲಿಮರ್ ವಸ್ತುಗಳು ಉತ್ತಮ ಡ್ಯಾಂಪಿಂಗ್ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿವೆ, ಆದರೆ ಕಳಪೆ ಬಿಗಿತ ಮತ್ತು ಸುಲಭ ಹಾನಿ, ಮತ್ತು ಕಡಿಮೆ ಗಡಸುತನವು ಅವುಗಳನ್ನು ಮಾಡಲು ಸಾಕಾಗುವುದಿಲ್ಲ. ಗರಿಷ್ಠ ಕಾರ್ಯಾಚರಣೆ ಆವರ್ತನ ಸೀಮಿತವಾಗಿದೆ. ಮೆಟಲ್ ವೈಬ್ರೇಟಿಂಗ್ ಫಿಲ್ಮ್ ಉತ್ತಮ ಗಡಸುತನವನ್ನು ಹೊಂದಿದ್ದರೂ, ಹೆಚ್ಚಿನ ಗಡಸುತನದ ಲೋಹಗಳಾದ Be, Ti, ಇತ್ಯಾದಿಗಳು ದುಬಾರಿ ಮತ್ತು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಲು ಕಷ್ಟ. ಸೆರಾಮಿಕ್ ವಸ್ತುಗಳು ಸಂಕೀರ್ಣವಾದ ಸಿಂಟರ್ ಮಾಡುವ ಕಾರ್ಯವಿಧಾನಗಳ ಸಮಸ್ಯೆಯನ್ನು ಸಹ ಹೊಂದಿವೆ. ವಜ್ರದ ವಸ್ತುವಿನ ಅತ್ಯುತ್ತಮ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳು ಮತ್ತು ಶಕ್ತಿಯಿಂದಾಗಿ, ಇದು ಹಗುರವಾದ, ಹೆಚ್ಚಿನ-ಗಟ್ಟಿತನದ ಡಯಾಫ್ರಾಮ್ಗಳ ತಯಾರಿಕೆಗೆ ಸೂಕ್ತವಾಗಿದೆ ಮತ್ತು ಮಧ್ಯ ಮತ್ತು ಹೆಚ್ಚಿನ ಆವರ್ತನ ಸ್ಪೀಕರ್ಗಳಲ್ಲಿ ಬಳಸಬಹುದು. ಡಯಾಫ್ರಾಮ್ನ ಕಂಪನ ಆವರ್ತನದ ಮೂಲಕ ಅಪೇಕ್ಷಿತ ಧ್ವನಿಯನ್ನು ಉತ್ಪಾದಿಸಲಾಗುತ್ತದೆ. ಡಯಾಫ್ರಾಮ್ನ ಕಂಪನ ಆವರ್ತನವು ಹೆಚ್ಚಾದಷ್ಟೂ ಡಯಾಫ್ರಾಮ್ನ ಯಾಂತ್ರಿಕ ಶಕ್ತಿ ಮತ್ತು ಗುಣಮಟ್ಟದ ಅವಶ್ಯಕತೆಗಳು ಕಟ್ಟುನಿಟ್ಟಾಗಿರುತ್ತದೆ ಮತ್ತು ಡಯಾಫ್ರಾಮ್ ಮಾಡಲು ವಜ್ರದ ವಸ್ತುಗಳನ್ನು ಬಳಸುವುದರಿಂದ ಈ ಗುರಿಯನ್ನು ಸಾಧಿಸಬಹುದು.
ಸಾಮಾನ್ಯವಾಗಿ ಹೇಳುವುದಾದರೆ, ಕಂಪಿಸುವ ಪೊರೆಯು ಪ್ರತಿಕ್ರಿಯೆ ಆವರ್ತನದ ಮೇಲಿನ ಮಿತಿಯನ್ನು ಹೊಂದಿದೆ. ಆದಾಗ್ಯೂ, ಕಂಪಿಸುವ ಪೊರೆಯು ವಜ್ರ ಅಥವಾ ಇತರ ವಸ್ತುಗಳಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದೆಯೇ ಎಂಬುದನ್ನು ಲೆಕ್ಕಿಸದೆ, ಅದರ ಬ್ಯಾಂಡ್ವಿಡ್ತ್ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಸೀಮಿತಗೊಳಿಸುವ ಏಕರೂಪದ ಒಟ್ಟಾರೆ ವಸ್ತು ಗುಣಲಕ್ಷಣಗಳಿಂದಾಗಿ ನೈಸರ್ಗಿಕ ಆವರ್ತನವು ನಿರ್ದಿಷ್ಟ ಶ್ರೇಣಿಗೆ ಸೀಮಿತವಾಗಿದೆ. ಡ್ಯಾಂಪಿಂಗ್ ಗುಣಲಕ್ಷಣಗಳು ಮತ್ತು ಬಿಗಿತವನ್ನು ನಿರಂಕುಶವಾಗಿ ಬದಲಾಯಿಸಲಾಗುವುದಿಲ್ಲ, ಇದು ಅದರ ಧ್ವನಿ ಗುಣಮಟ್ಟ ಮತ್ತು ಟಿಂಬ್ರೆ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಮಿತಿಗೊಳಿಸುತ್ತದೆ. ಆದ್ದರಿಂದ, ನೀವು ಮಾನವ ಕಿವಿಗೆ ಸ್ವೀಕಾರಾರ್ಹವಾದ ಆವರ್ತನ ಶ್ರೇಣಿಯನ್ನು ಕವರ್ ಮಾಡಲು ಬಯಸಿದರೆ, ಅತ್ಯುತ್ತಮ ಧ್ವನಿ ಪರಿಣಾಮವನ್ನು ಸಾಧಿಸಲು ನೀವು ಸಾಮಾನ್ಯವಾಗಿ ಒಂದೇ ಸಮಯದಲ್ಲಿ ವಿವಿಧ ಬ್ಯಾಂಡ್ವಿಡ್ತ್ಗಳು ಮತ್ತು ಆವರ್ತನದ ಮೇಲಿನ ಮಿತಿಗಳೊಂದಿಗೆ ಅನೇಕ ಡಯಾಫ್ರಾಮ್ಗಳನ್ನು ಹೊಂದಿಸಬೇಕಾಗುತ್ತದೆ. ಆದ್ದರಿಂದ, ಹಿಂದಿನ ಕಲೆಯಲ್ಲಿ, ವಿಭಾಗಗಳಲ್ಲಿ ಕಂಪಿಸುವ ಪೊರೆಯನ್ನು ಮಾಡಲು ವಿವಿಧ ವಸ್ತುಗಳನ್ನು ಬಳಸುವ ತಂತ್ರಜ್ಞಾನವಿದೆ. ಕಂಪಿಸುವ ಪೊರೆಯ ಕೇಂದ್ರ ಭಾಗವು ಹೆಚ್ಚಿನ ಗಡಸುತನವನ್ನು ಹೊಂದಿರುವ ವಸ್ತುಗಳಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದೆ ಮತ್ತು ಹೊರಗಿನ ಉಂಗುರವು ಕಡಿಮೆ ಗಡಸುತನದಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದೆ. ನಂತರ ಈ ಎರಡು ಭಾಗಗಳನ್ನು ಒಂದೇ ಮಾಡಲು ಸೇರಿಕೊಳ್ಳಲಾಗುತ್ತದೆ ಕಂಪಿಸುವ ಪೊರೆಯು ಒಂದೇ ಸಮಯದಲ್ಲಿ ಎರಡು ವಿಭಿನ್ನ ವಸ್ತು ಗಡಸುತನ ಮತ್ತು ದಪ್ಪವನ್ನು ಹೊಂದಿರುತ್ತದೆ ಮತ್ತು ದೊಡ್ಡ ಬ್ಯಾಂಡ್ವಿಡ್ತ್ ಅನ್ನು ಆವರಿಸಬಹುದು. ಆದಾಗ್ಯೂ, ಕಂಪಿಸುವ ಫಿಲ್ಮ್ನ ದಪ್ಪವು ಸಾಮಾನ್ಯವಾಗಿ ಅತ್ಯಂತ ತೆಳುವಾಗಿರುತ್ತದೆ ಮತ್ತು ಸೇರುವ ಕೆಲಸವು ಕಷ್ಟಕರವಾಗಿರುತ್ತದೆ. ಇದನ್ನು ವಜ್ರದ ವಸ್ತುಗಳಿಗೆ ಅನ್ವಯಿಸಬೇಕಾದರೆ, ಅದರ ಬಂಧದ ತಂತ್ರಜ್ಞಾನ ಮತ್ತು ಬಾಂಡಿಂಗ್ ಏಜೆಂಟ್ ಬಹಳ ದೊಡ್ಡ ಸಮಸ್ಯೆಗಳಾಗಿವೆ, ಆದ್ದರಿಂದ ವಜ್ರದ ವಸ್ತುಗಳಿಗೆ ಅನ್ವಯಿಸುವುದು ಸುಲಭವಲ್ಲ.
ಮೇಲಿನ ಸಮಸ್ಯೆಗಳನ್ನು ಪರಿಹರಿಸುವ ಸಲುವಾಗಿ, ಪ್ರಸ್ತುತ ಆವಿಷ್ಕಾರವು ಡೈಮಂಡ್ ಕಂಪಿಸುವ ಫಿಲ್ಮ್ ಮತ್ತು ಅದರ ಉತ್ಪಾದನಾ ವಿಧಾನವನ್ನು ಪ್ರಸ್ತಾಪಿಸುತ್ತದೆ, ಇದು ವಜ್ರದ ಕಂಪಿಸುವ ಫಿಲ್ಮ್ನಲ್ಲಿ ವಿವಿಧ ಪ್ರದೇಶಗಳ ಗಡಸುತನ, ದಪ್ಪ ಮತ್ತು ಡ್ಯಾಂಪಿಂಗ್ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಬದಲಾಯಿಸಬಹುದು, ಇದರಿಂದ ಅದು ಏಕರೂಪದ ಕಂಪನ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿದೆ ಮತ್ತು ದೊಡ್ಡ ಆವರ್ತನ ಶ್ರೇಣಿಯನ್ನು ಒಳಗೊಂಡಿದೆ. .
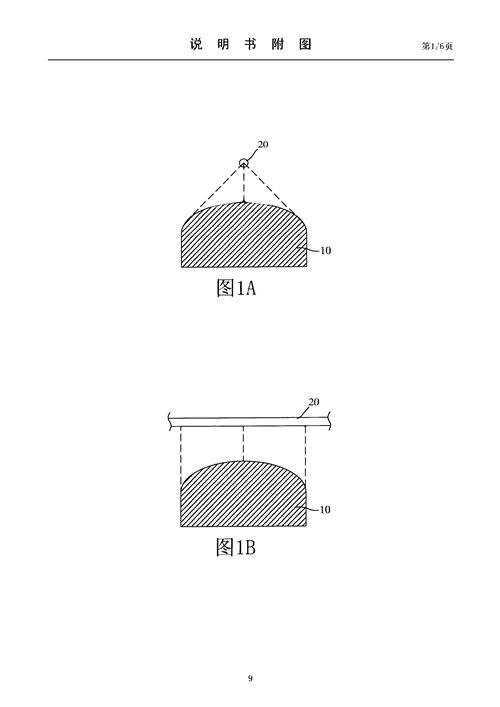
ಪ್ರಸ್ತುತ ಆವಿಷ್ಕಾರದಲ್ಲಿ ಬಹಿರಂಗಪಡಿಸಿದ ವಜ್ರದ ಕಂಪಿಸುವ ಪೊರೆ ಮತ್ತು ಅದರ ಉತ್ಪಾದನಾ ವಿಧಾನದ ಪ್ರಕಾರ, ಬಾಗಿದ ಮೇಲ್ಮೈಯನ್ನು ಹೊಂದಿರುವ ಅಚ್ಚನ್ನು ಒದಗಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ವಿಘಟಿತ ಅನಿಲವನ್ನು ಪ್ರಚೋದಿಸುವ ಏಕರೂಪವಲ್ಲದ (ಸಮರೂಪದವಲ್ಲದ) ಶಕ್ತಿಯು ಅಚ್ಚಿನ ಮೇಲ್ಭಾಗದಲ್ಲಿ ಹಾದುಹೋಗುತ್ತದೆ. ಅಚ್ಚನ್ನು ಬಿಸಿಮಾಡಲು ಹೆಚ್ಚಿನ ತಾಪಮಾನವು ಅಚ್ಚಿನ ಮೇಲ್ಮೈ ಅಸಮಾನ ತಾಪಮಾನ ವಿತರಣೆಯನ್ನು ಒದಗಿಸುತ್ತದೆ.
ಉದಾಹರಣೆಗೆ ಜೊತೆ
1. ಉಷ್ಣ ನಿರೋಧಕ ತಂತಿಯು ಕೇಂದ್ರ ಬಿಂದುವಾಗಿದೆ (ಅತಿ ಹೆಚ್ಚು ಶಕ್ತಿಯ ಪ್ರದೇಶ), ಮತ್ತು ಪ್ರತಿಕ್ರಿಯೆ ವಸ್ತುವಿನ ಸಾಂದ್ರತೆಯು ಅಸಮ ರಿಂಗ್ ವಿತರಣೆಯನ್ನು ಒದಗಿಸುತ್ತದೆ.
2. ಹೆಚ್ಚಿನ ಆವರ್ತನ ಶಕ್ತಿಯಿಂದ ಉತ್ಸುಕರಾದ ಪ್ಲಾಸ್ಮಾದ ಮೇಲೆ ತರಂಗಾಂತರ, ವೈಶಾಲ್ಯ ಮತ್ತು ನಿಂತಿರುವ ಅಲೆಗಳ ಪರಿಣಾಮಗಳಿಂದಾಗಿ, ಪ್ರತಿಕ್ರಿಯಿಸುವ ಪದಾರ್ಥಗಳ ಸಾಂದ್ರತೆಯು ಏಕರೂಪದ ವಿತರಣೆಯೊಂದಿಗೆ ಗೋಳಾಕಾರದ ಆಕಾರವನ್ನು ನೀಡುತ್ತದೆ.
3. ಜ್ವಾಲೆಯ ಶಕ್ತಿಯು ಕೇಂದ್ರ ಪ್ರದೇಶದಿಂದ ಹೊರಕ್ಕೆ ಕೊಳೆಯುತ್ತದೆ ಮತ್ತು ಪ್ರತಿಕ್ರಿಯಿಸುವ ವಸ್ತುಗಳ ಸಾಂದ್ರತೆಯು ಅಸಮವಾದ ವಿಭಿನ್ನ ವಿತರಣೆಯನ್ನು ಒದಗಿಸುತ್ತದೆ.
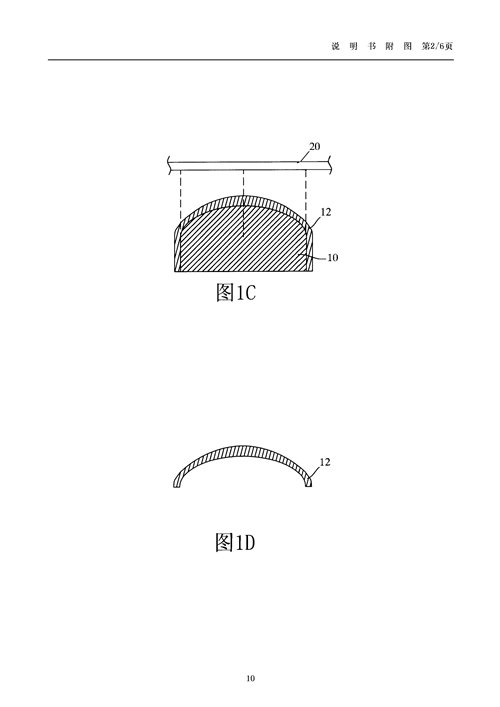
ಮೇಲಿನ ಶಕ್ತಿಯಿಂದ ಉತ್ಪತ್ತಿಯಾಗುವ ತಾಪಮಾನ ಮತ್ತು ಪ್ರತಿಕ್ರಿಯೆ ಪದಾರ್ಥದ ಸಾಂದ್ರತೆಯು ಅನುಕ್ರಮವಾಗಿ ಹೊರಕ್ಕೆ ವೇಗವಾಗಿ ಕೊಳೆಯುತ್ತದೆ; ಆದ್ದರಿಂದ, ವಿಭಿನ್ನ ಅಚ್ಚು ಮೇಲ್ಮೈ ಸ್ಥಾನಗಳು ವಿಭಿನ್ನ ರಚನಾತ್ಮಕ ಸ್ಥಿತಿಗಳು ಮತ್ತು ವಿಭಿನ್ನ ದಪ್ಪಗಳೊಂದಿಗೆ ಡೈಮಂಡ್ ಫಿಲ್ಮ್ಗಳನ್ನು ಬೆಳೆಯಲು ಪ್ರತಿಕ್ರಿಯೆ ವಸ್ತುವಿನ ಸಾಂದ್ರತೆಯ ವಿವಿಧ ಪ್ರದೇಶಗಳೊಂದಿಗೆ ಸಂಪರ್ಕ ಹೊಂದುತ್ತವೆ, ವಜ್ರದ ವಸ್ತುವು ಏಕರೂಪತೆಯನ್ನು ಹೊಂದಿರುವುದಿಲ್ಲ. (ಏಕರೂಪವಲ್ಲದ) ಕಂಪನ ಗುಣಲಕ್ಷಣಗಳು, ದಪ್ಪ ಅಥವಾ ಗಡಸುತನವು ಏಕರೂಪವಲ್ಲದ ವಿತರಣೆಯನ್ನು ಪ್ರಸ್ತುತಪಡಿಸುತ್ತದೆ, ಮತ್ತು ನಂತರ ವಜ್ರದ ತೆಳುವಾದ ಫಿಲ್ಮ್ ಅನ್ನು ವಜ್ರದ ಕಂಪನ ಫಿಲ್ಮ್ ಅನ್ನು ರೂಪಿಸಲು ಅಚ್ಚಿನಿಂದ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ. ವಜ್ರದ ವಸ್ತುಗಳ ರಚನಾತ್ಮಕ ಸ್ಥಿತಿಗಳಲ್ಲಿ ಮೈಕ್ರೋ-ಕ್ರಿಸ್ಟಲ್ (ಮೈಕ್ರೋ-ಕ್ರಿಸ್ಟಲ್), ನ್ಯಾನೋ-ಕ್ರಿಸ್ಟಲ್ (ನ್ಯಾನೋ-ಕ್ರಿಸ್ಟಲ್) ಮತ್ತು ಮುಂತಾದವು ಸೇರಿವೆ.
ಪ್ರಸ್ತುತ ಆವಿಷ್ಕಾರದಿಂದ ತಯಾರಿಸಲಾದ ವಜ್ರದ ಕಂಪಿಸುವ ಫಿಲ್ಮ್ ಪ್ರಕಾರ, ಅದರ ಗಡಸುತನ ಮತ್ತು ದಪ್ಪವು ಏಕರೂಪವಾಗಿರುವುದಿಲ್ಲ ಮತ್ತು ಮಧ್ಯದ ಪ್ರದೇಶದ ಗಡಸುತನವು ಹೆಚ್ಚು, ಅಂಚಿನ ಪ್ರದೇಶದ ಗಡಸುತನ ಕಡಿಮೆ ಮತ್ತು ಮಧ್ಯದ ಪ್ರದೇಶದ ದಪ್ಪವು ದೊಡ್ಡದಾಗಿದೆ, ಮತ್ತು ಅಂಚಿನ ಪ್ರದೇಶದ ದಪ್ಪವು ಚಿಕ್ಕದಾಗಿದೆ. ಪ್ರತಿ ಭಾಗದ ಕಂಪನ ಗುಣಲಕ್ಷಣಗಳು ಗಡಸುತನದಿಂದ ಪ್ರಭಾವಿತವಾಗಿರುತ್ತದೆ ಮತ್ತು ದಪ್ಪದ ಪರಿಣಾಮವು ಕ್ರಮವಾಗಿ ವಿಭಿನ್ನ ನೈಸರ್ಗಿಕ ಆವರ್ತನಗಳನ್ನು ಹೊಂದಿರುತ್ತದೆ, ಇದರಿಂದಾಗಿ ವಜ್ರದ ಧ್ವನಿಫಲಕವು ದೊಡ್ಡ ಬ್ಯಾಂಡ್ವಿಡ್ತ್ ಅನ್ನು ಹೊಂದಿರುತ್ತದೆ.
ರೇಖಾಚಿತ್ರಗಳ ವಿವರಣೆ
1A-1D ಪ್ರಸ್ತುತ ಆವಿಷ್ಕಾರದ ಮೊದಲ ಆದ್ಯತೆಯ ಸಾಕಾರದ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯ ಸ್ಕೀಮ್ಯಾಟಿಕ್ ರೇಖಾಚಿತ್ರಗಳಾಗಿವೆ;
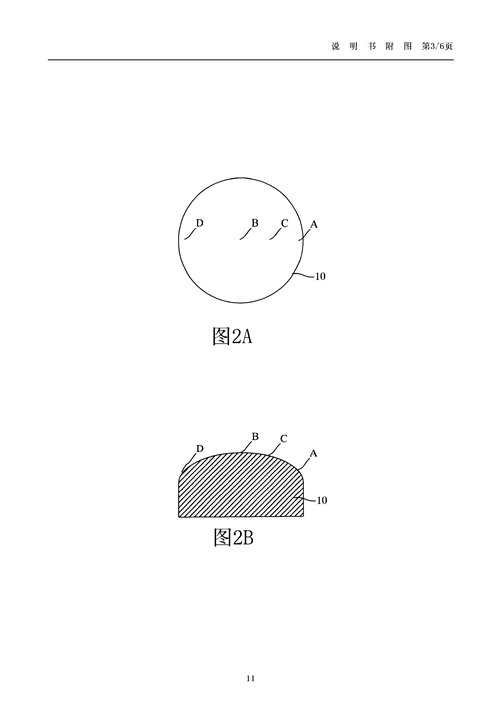
Fig. 2A ಮೊದಲ ಆದ್ಯತೆಯ ಸಾಕಾರದ ಅಚ್ಚಿನ ಮೇಲಿನ ನೋಟವಾಗಿದೆ;
Fig. 2B ಮೊದಲ ಆದ್ಯತೆಯ ಸಾಕಾರದ ಅಚ್ಚಿನ ಬದಿಯ ನೋಟವಾಗಿದೆ;
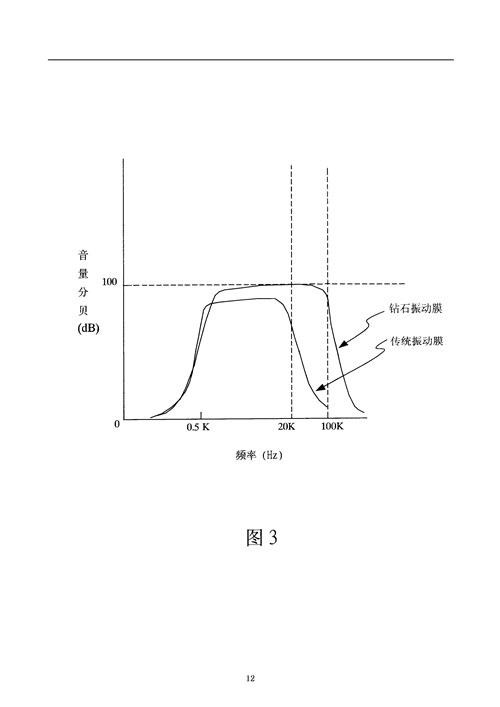
ಚಿತ್ರ 3 ಆವರ್ತನ, ಮೊದಲ ಆದ್ಯತೆಯ ಸಾಕಾರ ಮತ್ತು ಮುಂಚಿನ ಕಲೆಯ ಪರಿಮಾಣ ವಿಶ್ಲೇಷಣೆಯ ಅಂಕಿಯಾಗಿದೆ; ಮತ್ತು
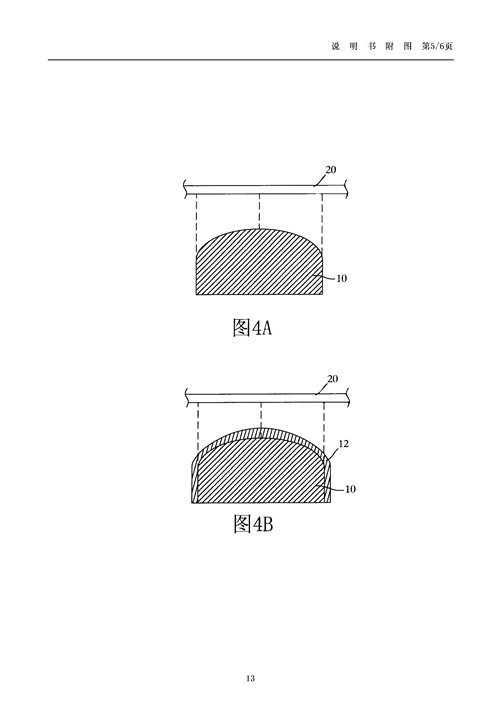
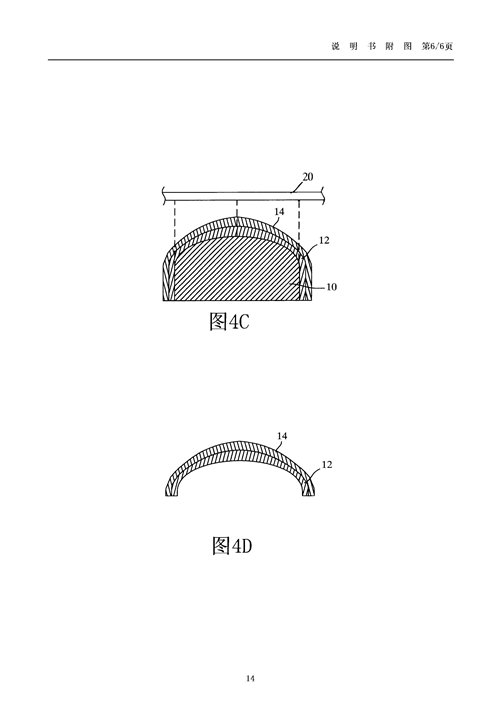
4A-4D ಪ್ರಸ್ತುತ ಆವಿಷ್ಕಾರದ ಮೊದಲ ಆದ್ಯತೆಯ ಸಾಕಾರದ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯ ಸ್ಕೀಮ್ಯಾಟಿಕ್ ರೇಖಾಚಿತ್ರಗಳಾಗಿವೆ.
ಅವುಗಳಲ್ಲಿ, ಉಲ್ಲೇಖ ಚಿಹ್ನೆಗಳು:
10 ಅಚ್ಚುಗಳು
12 ಮೊದಲ ಕಂಪನ ಪದರ
14 ಎರಡನೇ ಕಂಪನ ಪದರ
20 ಉಷ್ಣ ನಿರೋಧಕ ತಂತಿ
ಎ, ಬಿ, ಸಿ, ಡಿ ಅಚ್ಚು ಮೇಲ್ಮೈ
ಪೋಸ್ಟ್ ಸಮಯ: ಜೂನ್-30-2023